キサゲ加工とは
キサゲ加工とは、金属加工の一種で金属同士の接合面やすべり面に施す加工のことです。
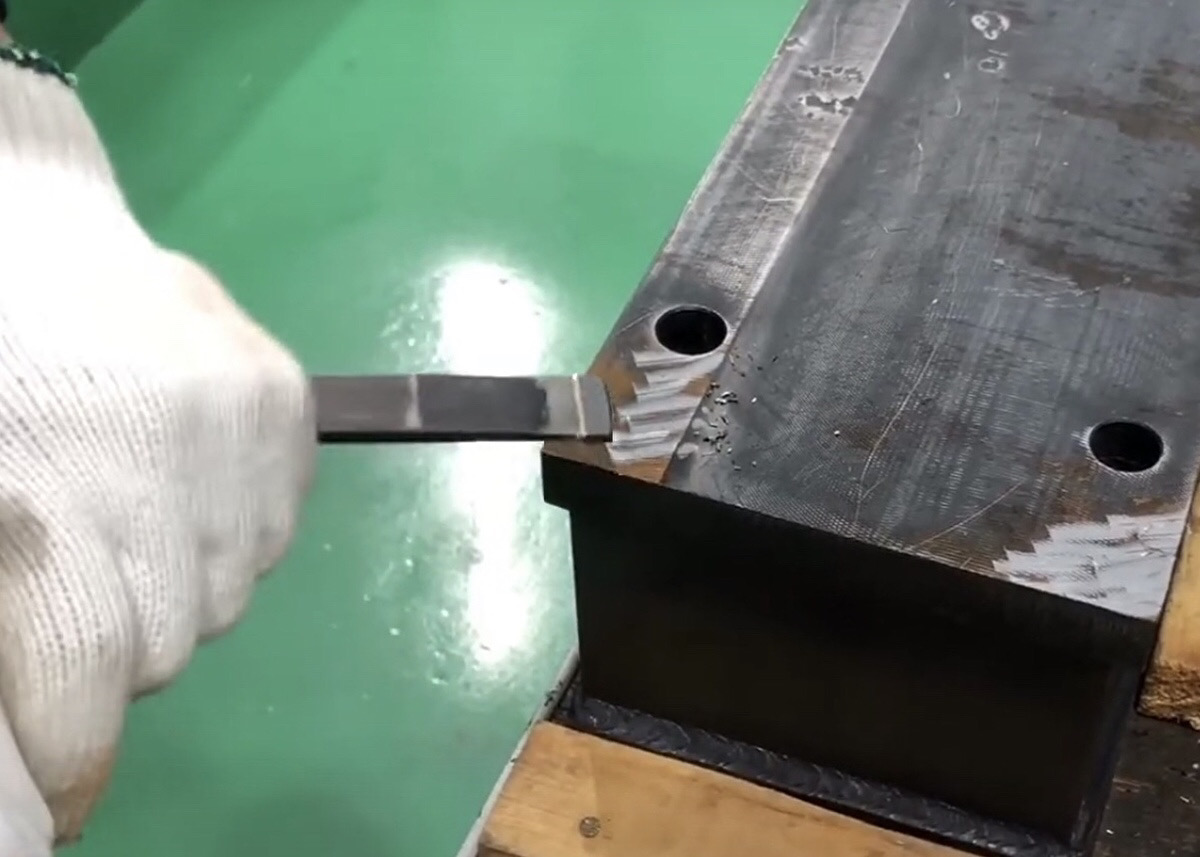
キサゲやスクレーパーと呼ばれるノミ状の工具を使うのでキサゲ加工と呼ばれています。
上記写真のように、金属の表面を薄く削ることでリンギングを防ぐ役割があります。
金属の表面同士がツルツルで滑らかすぎると、ぴったりくっついて離れなくなる(これがリンギング)ので、表面に小さい溝やくぼみを作るキサゲ加工が必要になります。
キサゲ加工の特徴と工作機械
キサゲ加工の特徴は、キサゲを使って人の手で一箇所一箇所加工していくところです。
今の技術なら機械でも同じようなことができると思われるかもしれませんが、機械だと均一な大きさ・深さの溝やくぼみになってしまいます。
一見よさそうに思えますが、使用していると金属は全体ではなく部分的に摩耗していきます。
なので、摩耗の度合いを確認して必要な箇所に必要な大きさ・深さの溝やくぼみを作らなければなりません。
そうした場合、機械で均一に行うより手作業で確認しながら少しずつキサゲ加工した方が遥かに効率も精度もよくなるのです。
キサゲ加工のメリット
キサゲ加工のメリットは、機械加工では再現できない緻密な加工です。
キサゲ加工で作った溝やくぼみに油たまりができることで、金属同士の接合面に潤滑的な役割を果たすので金属面の保護に繋がります。
デメリット
キサゲ加工のデメリットは、全て手作業であるため仕上がりに時間がかかる場合があることです。
人の手で一箇所一箇所削っていくので、対象の金属面が大きくなればなるほど要する時間も長くなっていきます。
今すぐに金属面にキサゲ加工を施したい!と思っても数日かかってしまうことがあります。
キサゲ加工の工程
キサゲ加工の工程は、大きく4段階あります。
- 定盤の表面に塗料(写真は光明丹こうみょうたん)を塗り、薄くのばす

- キサゲ加工する金属の表面を摺り合わせる
- 塗料のついた箇所を削る

- 希望の精度になるまで1~3の工程を繰り返す
キサゲ加工の仕上げ面
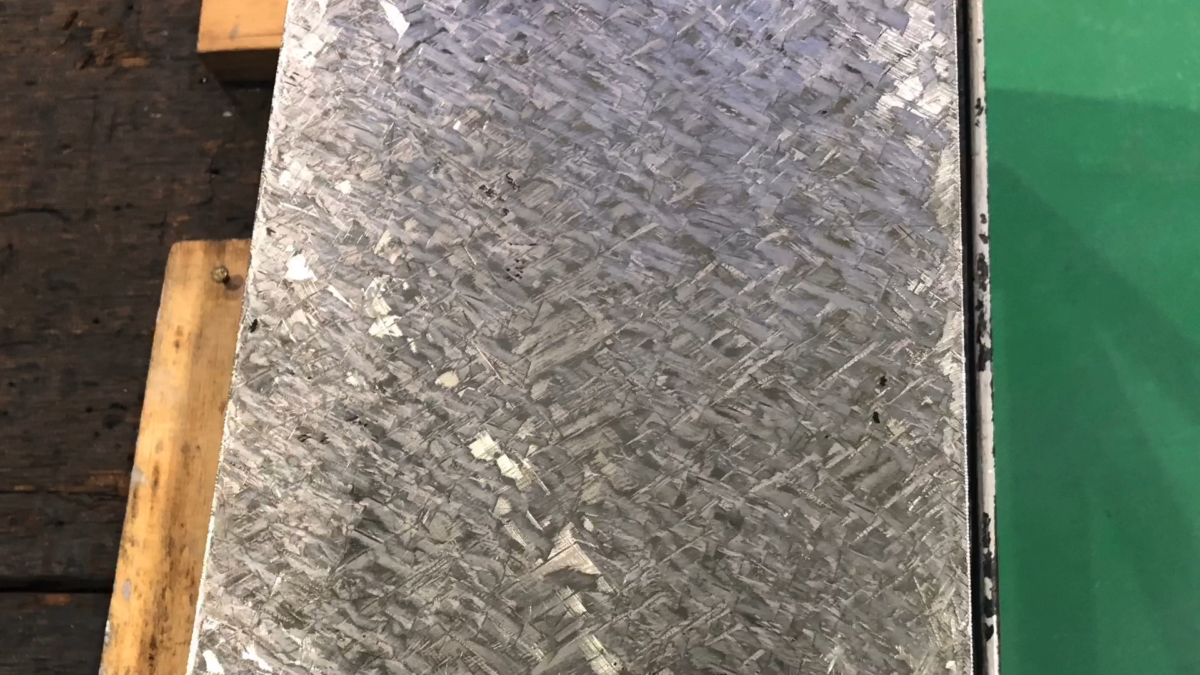
キサゲ加工の仕上げ面には、工具の種類や作業する人によってさまざまな「うろこ模様」がでます。
うろこ模様は約1ミクロンの深さで、うろこの数が多いほど精密な平面になります。
▼キサゲ加工後のうろこ面
キサゲ作業はどんな部品・箇所に行われる?
キサゲ加工は、金属と金属が接合する箇所と摺動面で行います。
例えば
・摺動面…加工機のテーブル・コラムのような移動する箇所
・接合箇所…テーブル・パレットのように表面がくっついている箇所
キサゲ加工で使われる工具の種類
キサゲ加工で使われる工具は、キサゲ加工を施す箇所や目的にあわせた種類があります。
材質には、焼入れされたハイス(高速度工具鋼)や超硬などが使われます。
スクレーパー…キサゲ加工のもっとも代表的な工具、平面加工で使われるキサゲ
ささばキサゲ…内面・端面加工等狭い範囲で使われる細めのキサゲ
丸栄では・・・
丸栄運輸機工では、お客様から「摺動面の滑りが悪く加工精度が出ない」といったご依頼をいただいた際にキサゲ加工をご提案させて頂いております。 また、オーバーホールの為に当社でお預かりした際に仕上げとしてキサゲ加工を行うこともあります。
▼キサゲ加工の様子はこちらから
ただし、機械の大きさや稼働状況によっては当社に移動できない機械もあると思います。そのような場合には、お客様の工場内でキサゲ加工をさせて頂くことも可能となります。
お気軽にお問い合わせください。お問合せはこちらから(^^)/
#キサゲ加工とは #キサゲ加工
FAQ(よくある質問)
Q. きさげ加工を施すと、機械の寿命は変わりますか?
A.きさげ加工によって作られた微小な油だまり(オイルポケット)が潤滑性を高め、摺動面の摩耗を劇的に減らします。これにより、機械が長期間にわたって初期の精度を保つことができる為、結果として修理やオーバーホールの回数が減りトータルコストの削減に繋がります。
Q.納期やコストは機械加工と比べてどうなりますか?
A.職人が手作業で行うため、一般的な機械研磨に比べると時間とコストはかかります。しかし、工作機械のオーバーホールなどで求められるミクロン単位の精度は、きさげ加工でなければ達成が困難です。そのため、長期的な機械の性能と寿命を考えればそのコストに見合う価値のある工程と言えるでしょう。
Q. きさげ加工はどのような場面で用いられますか
A. きさげ加工は、主に工作機械の摺動面や精密測定器の定盤など、極限の平坦度と滑らかな動きが求められる箇所に用いられます。機械では修正しきれないミクロン単位の歪みを取り除き、油だまりを作ることで、長期間にわたる高精度な動作と焼き付き防止を実現します。





[監修者メッセージ]
30年間、各種産業機械や自動化設備の設計・製作の現場一筋で培ってきた技術と知見をもとに、当サイトの情報を監修しています。設計の基礎知識や製作事例の紹介、よくあるご質問への回答を、正しく丁寧にお届けします。